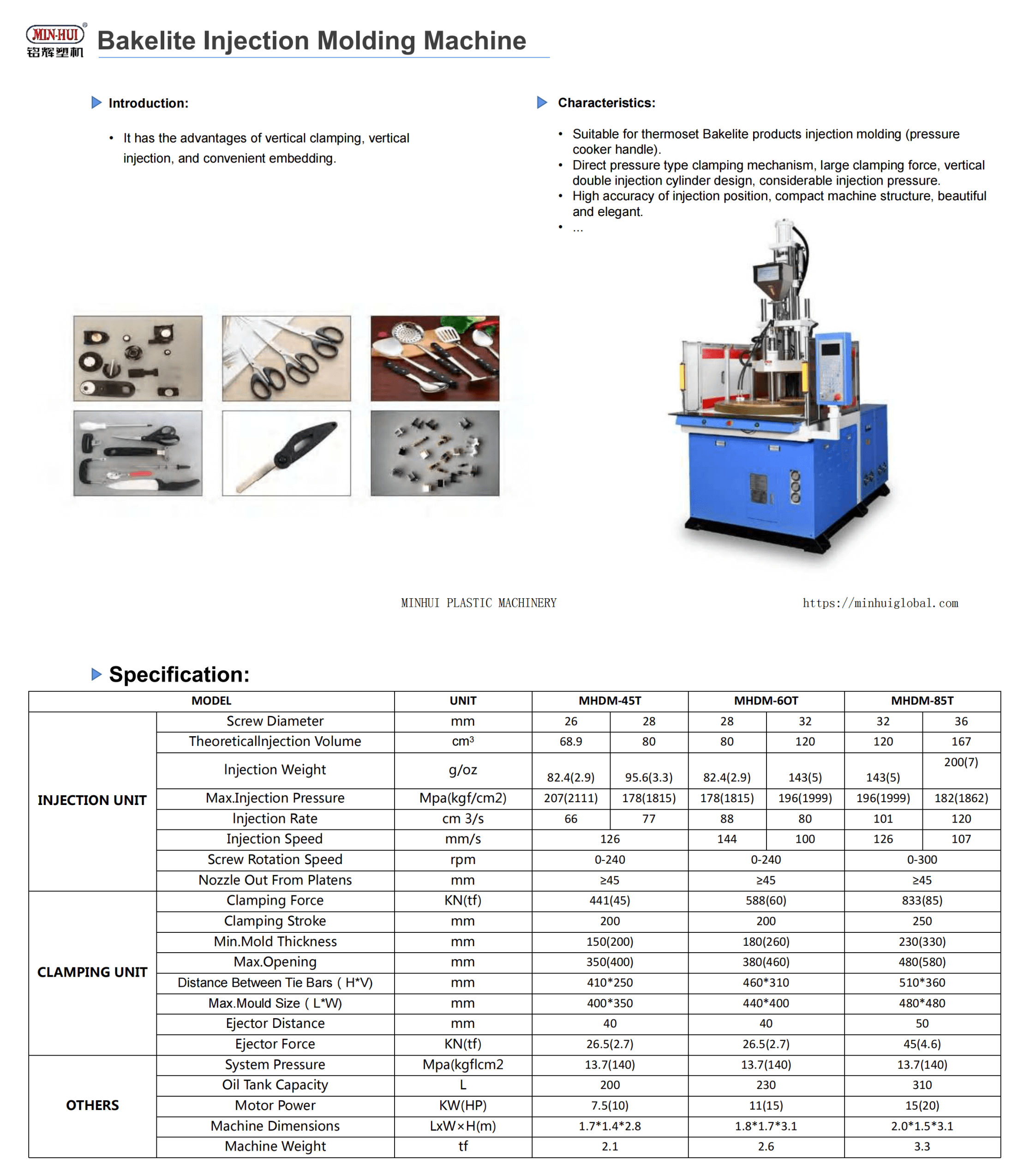
Bakelite Thermosetting Injection Molding Machine
Bakelite Thermosetting Injection Molding Machine stands in the market with its stable and efficient performance.

Bakelite Vertical Injection Molding Machine's Description
- Bakelite vertical injection molding machine has the advantages of vertical clamping, vertical injection, and convenient embedding. Focus on designing the plastic injection molding process for thermoset (BMC) or thermoplastic (DMC) and SMC materials. Possesses good press injection accuracy. The particular pressing cylinder increases the pressure to extrude the raw materials to ensure the one-time injection molding of the product. The design configuration parameters can be customized according to the actual process requirements of customers.
- Suitable for thermoset Bakelite products injection molding (pressure cooker handle).
- Direct pressure type clamping mechanism, large clamping force, vertical double injection cylinder design, considerable injection pressure.
- High accuracy of injection position, compact machine structure, beautiful and elegant.
- Special screw barrel and special design nozzle, so that before the shutdown to clear the material more convenient and fast.
- The mold temperature machine controls the temperature of the material tube to ensure stable temperature control.
- Single-station and double-station free options, making the molding more economical.
- Electrical protection device, no malfunction occurs, to maintain the operator, unique wood tube, oil heating by the mold temperature machine, suitable for bakelite molding.
{kind=link}
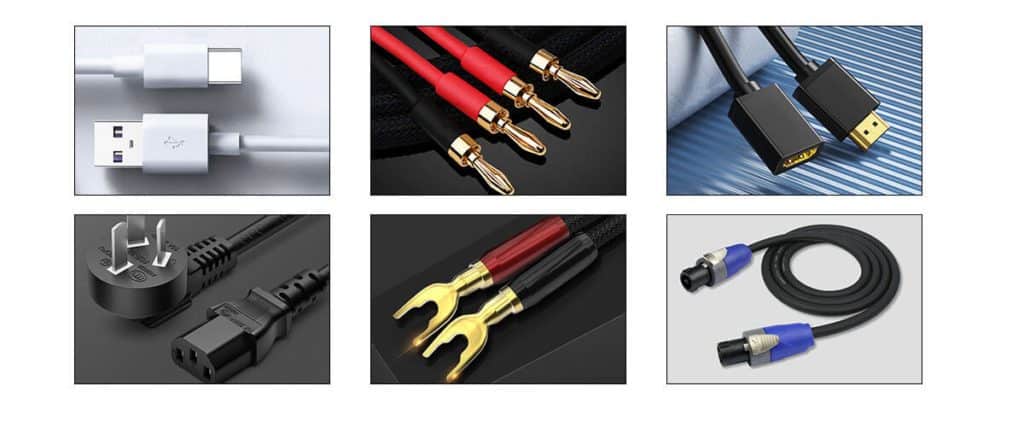
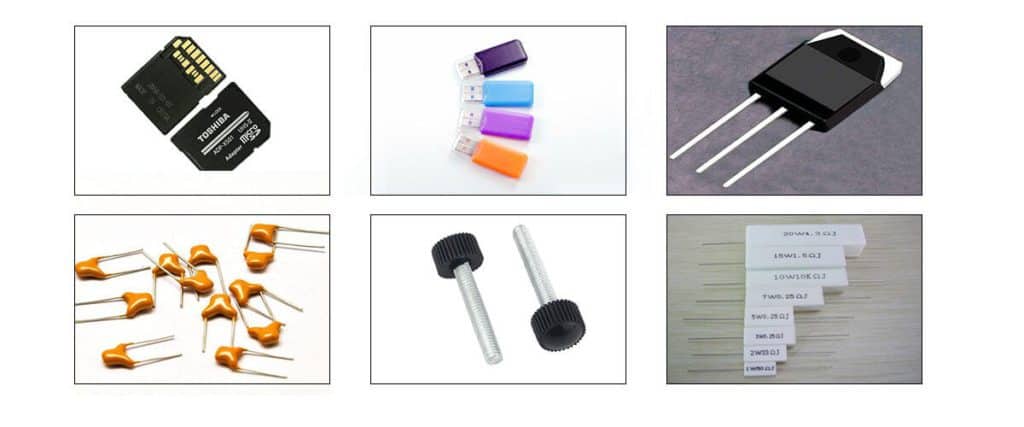
Thermosetting Injection Sample Display
Understanding the plasticizing conditions of vertical bakelite injection molding machine
Bakelite injection moulding machine plasticization can be divided into the following factors: backpressure, screw speed, material temperature, etc.
1. Backpressure
A. Large backpressure can make the molten material wholly plasticized and plasticized evenly. Still, because the temperature is too high, it is easy to make the molten material cured in advance to lose fluidity, and it can not be injected.
B. Small backpressure, insufficient plasticization of molten material, poor fluidity of molten material can not fill the shape. It should be adjusted according to the actual situation of raw materials, the wear of the screw barrel, and the appropriate backpressure.
2. Screw speed
The molten material can not be plasticized entirely; the smaller the screw speed. The smaller the screw speed, the greater the friction during plasticization. The molten material temperature is too high, curing in advance to produce gas to affect the filling, but also increased wear on the screw barrel corrosion.
3. Material temperature
A. The material temperature is too high, the melt in the screw shear quickly solidifies so that the screw barrel wear increases, more can not be injected, blocking the nozzle.
B. Material temperature is too low, the melt plasticization is not enough, slow injection, can not fill the cavity, melt traces obvious. The material temperature should generally be controlled between 70 ~ 90 ℃, such as raw materials. PF-161J material temperature should be between 72 ~ 78 ℃.
C. Mold filling conditions: injection speed, injection pressure, holding time, injection speed is too fast. The greater the frictional heat generated by the melt and mold, the melt local premature curing, or even scorching, while curing water vapor and gas can not be discharged, resulting in chalky pores or lack of glue. Injection speed is too busy, and it is easy to produce flow marks and melt traces.
4. Injection pressure
A. Injection pressure is too enormous so that the melt is well-formed, has good mechanical properties, but increases the internal stress of plastic parts so that the burr thickens and becomes larger (burr is best penetrated with sunlight).
B. Injection pressure is too small, the product is easy to lack glue, repeated lack of glue is likely to lead to black mold adhesive, the product surface loses luster and becomes white.
5. Holding time
The longer the holding time, the greater the weight of the plastic parts, and the tighter the plastic parts. a.
A. The holding time is too long after molding becomes difficult, and the weight of the plastic parts will not increase after the holding time exceeds 25 seconds.
B. The shorter the holding time, the higher the shrinkage rate. The shorter the holding time, the shorter the production cycle and premature demolding.
6. Curing molding
Conditions: Mold temperature, cooling time.
The higher the mold temperature, the shorter the molding cycle, and the higher the production efficiency. But there are also disadvantages.
A. When the mold temperature is too high, the bakelite powder is easily burnt.
B. Pin holes appear, the molten material filled is rapidly cured, and the gas produced is completely discharged.
C.Produce difficult gas and burn yellow mold.
D.The temperature of the mold that produces defects such as mold agent and whitening is too low.
E. The fluidity of the molten front becomes poor, can not fill the core, the curing of the molten material is not tightly combined, poor mechanical strength and poor gloss.
F. Cooling time remains the same. Easy to bond or produce bubbles when after molding.
7. Cooling time, high mold temperature, and cooling time to ensure that the plastic size is in the tolerance range under the appropriate reduction of the plastic wall thickness, the greater the cooling time.
Annealing treatment after molding: Natural cooling.